中文版
中文版 English
English


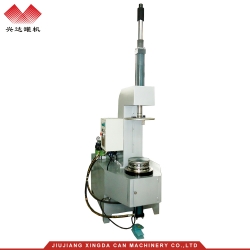
变薄拉深二片罐
变薄拉深二片罐是在冲床上经模具内拉拔伸展而成型。所用板坯材料的厚度为0.3~0.4mm,成型后的罐身壁厚为0.1~0.14mm,罐底基本保持原坯厚。这种罐主要用于啤酒及含气的碳酸类饮料的包装。
加工工艺
原材料(板材)→涂润滑油→下料(坯料)→冲拉→多次变薄拉深(1~3次不等)→切边(切罐口平齐)→清洗→烘干→罐内外表面喷涂→缩颈或翻边(直罐缩颈可省)→装潢印刷。
组成设备
薄板输送机
涂油机
多功能冲压机
再次涂油机
剪板机
坯料堆码机
整形冲机
控制装置及系统
后续处理设备和附属设备
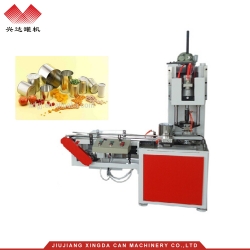
深冲拉拔二片罐
深冲拉拔罐又称冲拉罐。它分浅冲罐和深冲罐二种,浅冲罐只需冲拉一至二次即可,而深冲罐则需多次再冲拉才能完成加工成型,具体再冲拉次数决定于所用材料性能与罐身高度。其余前后加工工序与变薄拉深二片罐相同。
浅冲罐有圆罐、椭圆罐、方形罐及其它异形罐等多种,深冲罐则只有圆形罐。
冲拉罐用材为厚度0.2~0.3mm的铝板和镀锡钢板(马口铁)。
加工工艺
原板料(板材或卷材)→冲切成波形板料→涂敷润滑剂→圆片坯下料→冲杯→再冲拉(一至多次,依罐尺寸而定)→罐底成型→凸缘切边→检验。
组成设备
压力机